Fertigungshinweise

Laserschneiden
Laserstrahlschneiden ist ein thermisches Trennverfahren für plattenförmiges Material. Dabei werden bei uns Metallbleche mittels eines Lasers bearbeitet. Je nach Material verwenden wir zum Laserschneiden i.d.R.
- Sauerstoff bei Stahlblech, Stickstoff auswählbar
- Stickstoff bei Edelstahl, Aluminium, Buntmetall
Schutzfolie:
Bitte berücksichtigen Sie bei Materialien mit Schutzfolie, dass es durch die Wärmeeinwirkung zu schwer entfernbaren Kleberückständen entlang den Schnittkonturen kommen kann und sich die Folie an diesen Stellen schlecht lösen lässt.
Anlassfarben:
Abhängig von Material und Teilekontur kann es beim Laserschneiden zu einer Verfärbung des Materials kommen. Dies kommt insbesondere bei kleinen Geometrien/Konturen und engen Stegen vor, da hier die Hitze des Lasers nicht abfließen kann. Diese Verfärbung kann nur durch Schleifen entfernt werden welches wir Onlineshop nicht anbieten. Wir möchten darauf hinweisen, dass diese sogenannten Anlassfarben keinen Reklamationsgrund darstellen.
Laserspritzer:
Abhängig von Material und Blechdicke kann es beim Laserschneiden zu Metallspritzern auf der Oberfläche kommen. Ursachen hierfür können durch:
- das Verfahren (Lasereinstich)
- das Bauteil (Bauteilgeometrie oder Bauteilkontur)
- die Fertigung (Bauteilverschachtelung und Lage auf den Lamellen)
erfolgen und lassen sich im Vorfeld schwer beeinflussen.
Gratbildung:
Abhängig von Material und Blechdicke kann es beim Laserschneiden zu einer Gratbildung auf der Unterseite kommen. Diese Unebenheiten werden bei uns durch Entgraten gemindert. Wir empfehlen bei der Konfiguration die Option „Entgraten“ wie folgt auszuwählen, bei:
- Stahl: ab 3mm
- Edelstahl: ab 1.5mm
- Aluminium: ab 1mm
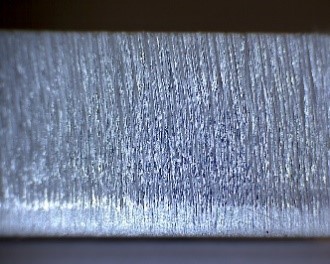
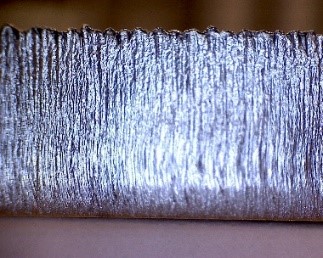
Rauheit der Laserschnittkontur:
Abhängig von Material und Blechdicke kann es beim Laserschneiden zu Rillen auf der Schnittkontur kommen. Diese sogenannte Rauheit auf der Schnittfläche kann durch Entgraten nicht entfernt werden. Wir weisen darauf hin, dass dies kein Reklamationsgrund ist.
Abkanten
Alle Kantteile bei uns im Haus werden über das Gesenkbiegen oder Schwenkbiegen hergestellt. Dafür verwenden wir modernste CNC-Maschinen mit computergesteuerten Hinteranschlägen. Je nach Anforderung des Bauteiles werden die vier unterschiedlichen Verfahren angewendet.
- Freies Biegen
- Prägebiegen
- Dreipunktbiegen
- Schwenkbiegen
Kantabdruck:
Bei der Fertigung von Biegeteilen kommt es gelegentlich zu Kantabdrücken an der Oberfläche. Beim Kanten können kleine Kratzer sowie Rillen und Vertiefungen durch Stempel und Matrize entstehen. Diese ist materialabhängig und kein Reklamationsgrund. Wir empfehlen Ihnen daher, Sichtteile oder empfindlichen Oberflächenteile mit Folie zu bestellen.

Rissbildung am Biegeradius
Abhängig von Material und Blechdicke kann es beim Abkanten zu einer Rissbildung auf der Außenseite des Biegeradius kommen. Um eine Rissbildung zu verringern oder vermeiden zu können sollten Sie eine Walzrichtung quer zur Biegelinie wählen. Wenn alle Seiten Ihres Blechteils Kantungen aufweisen sollten Sie die Seite wählen die einen Biegewinkel <90° hat.